New technological process - lazer hydrobeam
micrometallurgy.
In Russia and other technically developed countries is
designed different, in particular , lazer , methods of modifying a surface
of metals for the reason raising the field-performance datas of details.
In industry there are broadly used following methods :
lazer hardening , lazer alloying , lazer chemist - a termal processing.
However , under existing level of development of technology
lazer hardning , for instance , on variety of reasons not always can be
used in lieu thereof traditional ways termal and chemist - a termal processing
, particularly alloying of CHF.
Studies in the field of lazer technological processes have
find particularities of interaction of unceasing radiating CO2 -
lazers with liquids and with the surface of metal , base in the fluid technological
ambience (1).
Install that a side from the effect of shallow absorbing by the liquid
of lazer radiating , exists one more characteristic . Essence its consists
in that , that , as from a threshold values of density of power ( for water
~ 100000 Wt /cm × cm - refer to Pic.b
) , unceasing radiation forms stationary surfaces of section: liquid -
vapour-gas condition or vapour-gas channels. Depth ( length ) these channels
is straight proportional powers of radiation. Density of power on the depth
of the vapor-gas channel stays within the threshold value , which for melting
of the shallow layer metallic product sufficiently. So ,if you put of a
product in any section of the vapor-gas channel ,it is possible realize
local heating its up to melting in chemical actuate lazer radiating to
the ambience.
Physical essence of process lazer
hydrobeam treatment consists in implantations of a ions alloying elements
from the liquid in the melted lazer ray a surface of product in consequence
of aquisition by them direct velocities of motion - a dynamic current along
of the vapor-gas channel
High chemical activity of components of technological liquid
is reached due to thermoionizing its components.
As a result of implantations of active components
in the area of high temperatures they form complex "frozen", in consequence
of greatly more high velocities of coolling off in contrast with the air
ambience , chemical join between itself and with components of metal of
products.
As technological liquids are to be used complex combinations
a water solution of a salts aloying elements , required for forming carbonitrides
and similar join (2).
Using the technological liquids enlarges a factor of absorbing
a radiating by the surface of processing product. Effect of increasing
a shallow absorbing factor by the surface a product under ñëîåì
liquids not only does an excessive additional using the absorb covering
, but , as a rule , does not require a preliminary peelings of process
surface and allows presence on her small contamination areas , oil films
, small hearths of corrosion and ets.
Under the direction of the author is designed ask , reliable
and economical technological processes of lazer modifying a surface of
details and cutting instrument to complex desksides , allowing vastly prolong
their usages due to the high physicist - mechanical and physicist - chemical
characteristics gain shallow layers .
In (2)
are brought photographies of microstructure of areas of surface of detail
of cast iron engine after hydrobeam processing in the technological liquid
, contain nitrogen and carbon.
Developping technological processes of lazer modifying
shallow layers are base on micrometallurgical or chemist - a termal
transformation shallow of the layers in technological liquids. They ensure
a reception in the shallow layers of the carbides , carbonitrides and other
wear resistance join beforehand given , little hang from source , chemical
composition of metal with the possibility of using any combinations of
elements from tables of Mendeleev.
In contrast with known technologies of shallow hardning
material (including and metalloids !) given
method allows:
process external and internal surfaces of details without
changing a technological rig;
get laminated structures of surfaces;
restore sizes of details on the value before 100 mkm with
pinpoint accuracy;
perfect a quality of working surface of products;
greatly reduce or exclude a volume of following mechanical
processing.
On the grounds of conducting test we have , that given
technology ensures increasing of longevity of details alongside with perfecting
corrodibility stability; possibility to usages the details under increased
temperatures (under alloying of high-melting type elements Mo and Ti );
combining the processes mechanical and chemist - a termal processing; exception
of need of preliminary fixing of absorb covering , as well as possibility
is packed automations of processes.
Production described technological process:
for steel and cast iron forms
from 40 before 160 mm mm /sec on each
0.5 KWt of the laser power of radiating CO2 lazer;
for the high - melting metals and
compositins - 8 - 40 -"-"--.
Company , which presents an author realizes:
consultations on questions of determination of economic
practicability of using a lazer technology in concrete technological processes;
search studies in the field of lazer technological processes
(thermoprocessing , alloying , is sharp and ets) ;
industrial technology development of processing the concrete
details and material;
designing and fabrication of technological rig and lazer
complexes on technical requirements of customers.

Experiments.
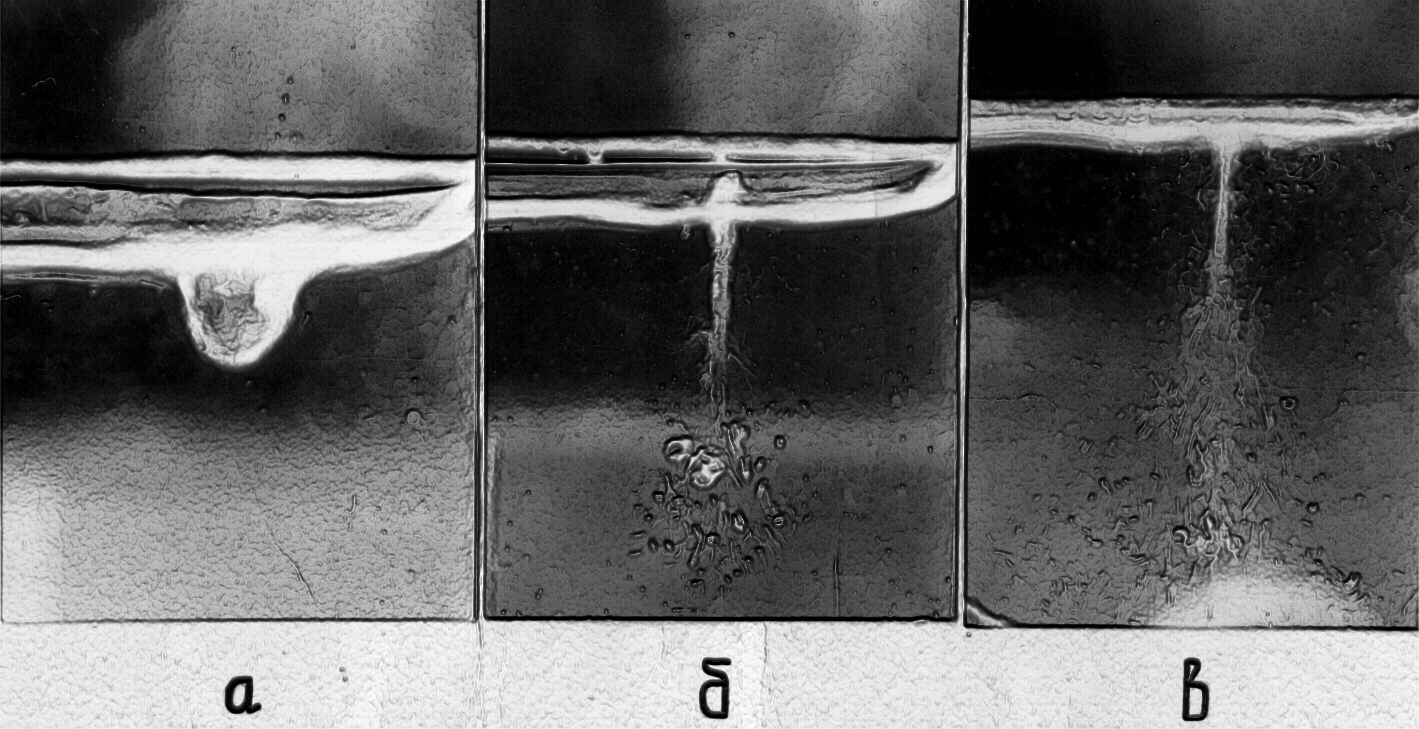
(Photo® - Dr. Spivak A.V.,1991y.)
a - the
stationary vapour - gas channel in pure water ; Power CO2 laser beam (P)
- 100Wt , object distance of lens to the suface of water - 120mm ,
P/S = 1000Wt/cm · cm ;
d
- ---"--- --"-- P/S = 10000Wt/cm · cm ;
b
- ---"--- --"-- P/S = 100000Wt/cm · cm .



·